
The way a plasma cutter works involve the functional combination of several components and their mechanisms. So, a mere understanding of the cut thickness or motor power may not always help you enjoy the ultimate utility of the machine.
The work material, usable gases, and functions of different components are all parts of your familiarity with a plasma cutter.
In this article, you’ll know about –
- How does a plasma cutter work
- The material a plasma system can cut through
- The gas it relies on for its operation and
- The role of an air compressor
You can go through each question and the answers that follow; so you can have smooth and burr-free cut-edges at optimal speeds, the least amount of bores, and good weldability.
Can Plasma Cut Through Anything?
The plain answer is ‘no’. To get the right answer, you have to consider the properties and thickness of material because both factors play a role in your choosing something for cutting with a plasma machine.
For something to be ideal for plasma cutting, it has to be non-ferrous and electrically conductive. The most common choices include
- Steel: Mild and Stainless
- High-alloy and Structural Steels
- Expanded Metal
- Clad Metal Plates
- Brass
- Copper
- Aluminum
Other conductive materials include silver, bronze, carbon steel, etc. which, in view of their properties, should be okay for plasma operations, but optimal results may not come as expected.
Plasma cutting isn’t meant for cutting through non-conductive materials, such as plastic and wood. However, materials like ceramics allow somewhat mixed experience. While most of them resist electric current, some are conductive and therefore can be considered as ready for plasma.
There have been confusions regarding the suitability of glass which can be cut with a machine that has a continuously running ‘Pilot’ torch. But, the life of the consumables might be seriously affected, and the material may get cracked in the process.
Why Is the Thickness of Material as Important as Its Properties?
Although the cut thickness that a plasma machine features is an entirely different matter, the thickness of your chosen work material has something to do with its suitability for the job.
The thickness of your workpiece should be less than 1″ which makes a rule of thumb that any material with higher thickness isn’t the right one to work on.
A handheld plasma torch cuts metal with thickness up to 1.5″ (38mm). Torches that use more advanced (computerized) mechanism may cut up to 6″ (150mm). The ‘cut thickness’ ability of a machine comes in different measurements like 1/2″, 5/8″, 3/4″, 1/4″, etc.
However, these numerical expressions are liable to changes depending on your unit’s capability, chosen workpiece, air pressure, and the environment of the workshop.
Do I Need Gas for a Plasma Cutter?
In short, you do. The gas you use has a significant impact on the efficiency of your plasma cutting endeavors in terms of economic and quality factors.
The importance of gas in this particular metalworking process is best understood through an understanding of how a plasma cutter actually works. Here’s a simple explanation of the process.
Think about water being heated in its solid form, which we know as ice. It becomes liquefied. Given that the heat is further increased, the liquid becomes steam, a type of gas. With the heat levels being increased once again, the steam gets ionized and becomes electrically conductive. There you get the plasma!
How many states do you find? Solid, liquid, steam, and ionized, right? So, the fourth state is the plasma. A plasma cutter uses the product of the fourth state to transfer energy from an electrical power supply to some conductive material. Thus, you get a clean, fast, and efficient cutting process named plasma cutting.
Inside the plasma torch is a small nozzle opening. When a gas is forced through that opening, the formation of a plasma arc begins. The electrical power supply generates an arc which is brought to meet that high-pressure gas flow. Thus, comes into being a plasma jet whose temperatures reach up to 40,000° F immediately. This much intensity allows the jet to blow away any molten material piercing through the metal.
Once you’re done with the operation; you’ll want to skip any further processing of the work, and the gas in use has its predominant role to play in this.
As you want to achieve a high cutting speed and the quality of the cuts needs to be optimal, make sure the plasma jet has to possess adequate energy content, kinetic energy, and conductive properties so that heat can be transferred properly to the metal being cut.
Having interactions with molten metals, the plasma gas in use affects the cut quality considering the following factors.
- Squareness and roughness of cuts
- Shape of the top edge
- Formation of burr
- Pores or weldability
Now that you’re informed of the need for gases in plasma cutting, you might be eager to know more about the gases, especially their type.
What Kind of Gas Do You Use With a Plasma Cutter?
The type and thickness of the material being used determine which type of gas to use. It can be gases, water, and/or mixtures of gases. Gases are required for different purposes, such as ignition, plasma creation, swirl, and cutting.
A gas or a mixture of two or three may be required for the creation of a plasma arc which involves two phases, such as ignition and cutting. The type, volume, and flow of plasma gas may vary.
For example, the ignition process requires a particular type and volume of the gas whereas the cutting process may require a different type and volume for optimal results.
Secondary or Swirl gas is required to cool and constrict the plasma jet while protecting the nozzle as it pierces into the metal and works under water.
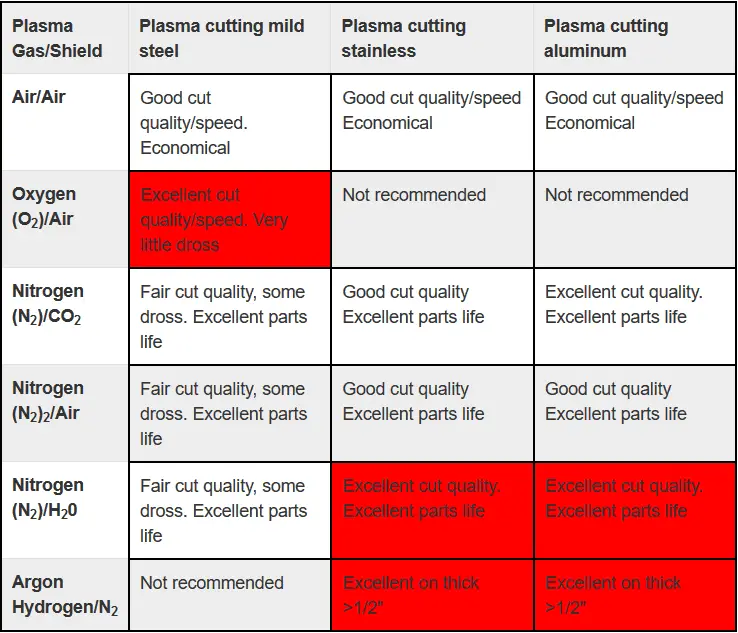
So, the question is “Which gas/combination does work well for which material and plasma cutting method?” well, look at the following table for quick information.
| Gas | Properties | Benefit(s) and Purpose(s) | Problem(s) and Limitation(s) |
| Argon | · Chemically neutral inert gas
· High atomic weight · Low ionization energy · Poor thermal conductivity |
· Ideal for ignition
· Good for forcing molten material away from the kerf |
· Low cutting speed resulting in blunt and scaly surfaces |
| Hydrogen | · Low atomic weight
· High thermal conductivity |
· High energy density through the constriction of the arc
· More fluid melt |
· Poor kinetic energy
· Not very suitable for plasma cutting operations when used alone |
| Argon-Hydrogen Mixture | · High kinetic and thermal energy | · Good for high-alloy aluminum and steel
· Improved cutting speed and cut quality · Oxide-free metal surfaces · Ideal for thickness up to 150mm |
· Formation of burr and bulging recesses on metal surfaces and when the use of hydrogen exceeds any more than 40% in proportion |
| Nitrogen | · Greater atomic weight than hydrogen but lower than argon
· Higher thermal conductivity than argon and lower than hydrogen |
· Usable as a single gas
· Similar to hydrogen’s capacity to constrict the arc · Fluid melts |
· Higher number of draglines
· Poor weldability |
| Nitrogen-Hydrogen Mixture | · Known as forming gases | · High cutting speed
· Good for cutting wit parallel edges · Good for high-alloy aluminum and steel |
· High potential for burr formation
· Poor cut quality due to any higher than 20% hydrogen in the mixture |
| Argon-Hydrogen-Nitrogen Mixture | · Argon up to 60%, nitrogen up to 30%, and hydrogen up to 40% | · Good for high-alloy aluminum and structural steel
· High cutting speed
|
· Potential for burr formation |
| Oxygen | · Recommended for low and non-alloy metal | · High cutting speed
· Small heat affected zone · Edges free of burr · Fluid melt |
· Potential for pores |
| Air | · Recommended for manual operations and non-alloy thin sheets, high-alloy aluminum, and steel
· 78.18% nitrogen and 20.8% oxygen |
· Energy-rich mixture
· Ideal for square shapes with smooth edges |
· Potential discoloration of cut-edges while cutting aluminum
· Potential for pores due to the lack of mechanical finish of the cut-edges |
Two more media are used as gases, such as carbon dioxide and water. The first one isn’t essentially a plasma gas. Rather, it’s secondary and used as a cooling gas at times. Speaking of the water injection method, some of the water transfers the heat and the remaining part constricts the arc and cools consumables like the nozzle.
Do You Need an Air Compressor for a Plasma Cutter?
You’ve already learned how a plasma jet is produced. Now, you’ll know what an air compressor does to facilitate the process.
It’s the air compressor that creates whatever the volume of compressed air (plasma gas) is required for enough pressure, and when it’s produced, the nozzle and electrode get forced apart to create an electric spark which converts that air buildup into a plasma jet.
Some might argue that they can work fine without a compressor. Well, it’s kind of understatement of the role of this component. Without it, you cannot expect standard operational efficiency of your plasma cutter, let alone high-quality cuts.
Some units, especially the higher-end and more expensive ones include an air compressor as a built-in feature while you may need to buy one separately in which case you have to choose its size wisely.
How Big of a Compressor Do I Need for a Plasma Cutter?
If you hate to spend too much of your time in determining the exact compressor size required for your plasma machine, here’s the golden rule to follow.
The airflow required by a plasma cutter is calibrated in CFM (Cubic Feet Per Minute). Make sure you’re the CFM of your air compressor is higher than that of the machine. The question is how much higher we’re talking about.
It can be at least 1.5 times higher than the requirement of the plasma system. For example, if your unit requires 6 CFM @ 90 psi, look for a compressor with twice as high a CFM rating. It’s the ideal size for medium to heavy cutting operations. However, for relatively simpler and less detailed operations, the rating can be smaller.
A 2-hp compressor can be a good choice for beginners, occasional users, and personal workshops. But for more productive cutting operations, a compressor with higher horsepower is expected.
Now You Know How Does a Plasma Cutter Work
The good thing is that there’re several plasma systems including all your expected features from brands like Hypertherm, Lotos, Lincoln and other prominent manufacturers. Being knowledgeable about the cut materials, gases, and other components, you can choose the right one from them and have enriched plasma cutting experiences.