
Porosity is an intimidating term for any welder as it denotes to the poor welding of a particular material for which he has been given the responsibility. Not to mention, it’s a sign of bad welding and therefore should be avoided by taking some precautionary steps. But before that, let’s get familiar with this term first.
What Is Porosity In Welding?
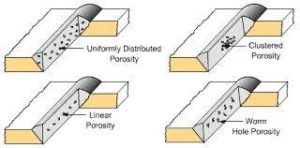
 Porosity in welding refers to the unfortunate release of shielded gas that’s been trapped in the weld bead. Consequently, it leaves rounded holes outside the weld area and can also take the form of elongated holes which are known as wormholes that refers to a large amount of gas being trapped inside the weld bead.
Porosity in welding refers to the unfortunate release of shielded gas that’s been trapped in the weld bead. Consequently, it leaves rounded holes outside the weld area and can also take the form of elongated holes which are known as wormholes that refers to a large amount of gas being trapped inside the weld bead.
Now, porosity can occur in the form of three signs. One is through distributed porosity or surface breaking pores (holes) and the rest two are wormholes and crater pipe. Let’s learn about all the possible causes of porosity in welding and also the most feasible way to minimize or prevent their occurrence. But before diving into the sea of causes, we’ll share with you the reasons behind the major three signs of porosity first and how they can be prevented.
Additional Read: Porous TiG Welds: Causes & Preventions
Possible Causes Of Porosity In Welding
1. Surface Breaking Pores And Distributed Porosity
During the melting process of the weld pool, all the oxygen, nitrogen and hydrogen become absorbed into it. Consequently, when it solidifies again, those gases become trapped into the weld puddle and subsequently pass away by leaving some fine and acute holes.
Basically, improper gas shielding causes the absorption of oxygen and nitrogen inside the weld pool and therefore less than 1% entrainment of air inside the shielding gas can result in distributed porosity whereas more than 1.5% can cause surface breaking pores.
Now, hydrogen usually occurs due to moisture and insufficiently dried fluxes or electrodes. Besides, oil and grease over any material can also produce a considerable amount of hydrogen which can cause porosity.
The final part is the thickness of the primer. Most of the surface treatments with zinc or primer paint coatings can produce an incalculable amount of fume while performing the welding task. Hence, there is a manufacturer’s recommendation for the maximum thickness of a primer and therefore the welding task should be performed within that range after which the primer should be removed.
Prevention
There are three ways to prevent this type of porosity,
- Controlling air entrainment. This process includes the sealing of all possible leaks of air that prevents excessive turbulence on the weld puddle. Besides, using fillers that have sufficient deoxidants and to prevent high shielding gas flow rate and draughts
- Hydrogen prevention: Make sure the flux and electrode are sufficiently dry and the workpiece surface has been sufficiently cleaned before welding.
- Surface coating/surface treatments: Make sure the primer size conform to the manufacturer’s Recommendation of maximum thickness and the edges should be cleaned right before welding.
2. Wormholes
 As described earlier, wormholes are elongated holes that indicate a large amount of gas has been trapped in the weld metal during the solidification process. Basically, they occur because of surface contamination and an excessive thick coating of primer or paint. Let’s learn about some remedial actions we can take to prevent this problem.
As described earlier, wormholes are elongated holes that indicate a large amount of gas has been trapped in the weld metal during the solidification process. Basically, they occur because of surface contamination and an excessive thick coating of primer or paint. Let’s learn about some remedial actions we can take to prevent this problem.
Prevention
Make sure to adequately clean the welding area alongside the workpiece surface and remove all sorts of oil, rust, and grease alongside the surface coating to avoid gas generation. Besides, be aware of whether the primer thickness conforms to or below the manufacturer’s recommendation.
3. Crater Pipe
A crater pipe occurs when the weld pool is solidifying at its final stage and creates shrinkage that causes this type of porosity. It’s often seen in TIG welding and autogenous welding where a welder forms an arc before positioning the welding wire inside the weld pool.
Prevention
There are two ways to prevent crater pipe in welding. One is by reducing the rate of extinguishing the welding arc and the other is by reducing the welding current to shorten the weld puddle size.

Some Other Factors That Cause Porosity
4. The Cylinder May Have Run Out Of Gas
One of the common reasons for porosity is not monitoring whether the cylinder has sufficient gas to perform the welding task or not. This leads to an empty or interrupted supply of gas to the weld pool. So make sure to ensure the existence of gas before welding.
5. Breezing of Air Etrainment
Sometimes wind or draft can interrupt the supply of shielding gas to the weld pool. So, a welder should make him aware of any open place or door from where the air may come. Besides, drafts more than 4 miles per hour can considerably affect Flux-cored and shielded metal arc welding.
6. Too High Gas Flow Rate
If gas flow rate on GMAW nozzle is over 60 CFH and gas flow on GTAW is over 30 CFH, it can create a high amount of porosity over the weld metal. This is because high gas flow produces turbulence to the weld pool and brings outside air that consequently cause porosity.
7. Substances That Create Moisture
Substances like oil, grease, paint and, glue can be a source of moisture that can create porosity. During the time of welding, these substances generate a considerable amount of gas because of heat and, therefore, cause contamination to the weld pool. Removal of these substances is necessary before performing the welding task.
8. Open Weld Joint From The Back Side
Have you ever noticed an open weld joint? It can suck air from outside which can be a source of porosity. As liquid metals easily absorb air, a protective solution should be made onto the liquid weld metal before performing the welding task.
9. Too High Arc Length
Sometimes higher welding arc length which causes from higher voltage can lead to unwanted porosity. Higher arc length reduces the area covered by shielding gas that may suck air from the outside and cause atmospheric contamination. Besides, an accurate arc length has the ability to prevent draughts.
10. Contaminated Filler Metals
Filler metals can also be contaminated with diversified liquid substances such as oil, grease and, paint. Consequently, they generate gas because of the hot temperature of the welding arc and subsequently result in porosity. Cleaning the wire with steel wool and wire wipes can be a good idea to prevent this problem.
11. Contaminated Gun Liners Of GMAW:
Sometimes Gun liners of GMAW may consist of contaminated substances such as oil, grease and, paint which can subsequently affect the welding pool by producing gas during the welding process. So make sure to clean these Liners especially those made of stainless steel which is more vulnerable to absorb these substances.
12. Gun Nozzles Of GMAW
Restricted gun nozzles of the GMAW process can cause weld spatter across the welding area as they prevent shielding gas delivery to the weld pool. Checking the nozzle opening before welding can be a good solution to this problem.
13. Welding Over Rust Or Mill-Scale
Another great reason for porosity is performing the weld over rust or raw mill-scale. You might be familiar with the fact that oxidized metal doesn’t react like a normal metal as they no longer exist on their previous state. Consequently, they decompose gases during the welding process and leads to unwanted porosity. So make sure to consider this issue while welding over mill-scale or a rusted area.
14. Contaminated Gas Hose
Sometimes gas hoses might be contaminated. To give you an example, the hose you are using may have been used as an air-line which has been connected with another line of oil lubrication system to operate a tool. It may create serious contamination if used as the welding gas hose.
15. Pinched Gas Hose
Pinched gas hose may create problems especially those that are longer in width may not be able to continuously supply shielding gas to the weld pool. In this case, a welder should use a pinched hose that is less than 20 ft in width.
16. Contaminated Welding Gas
Now have you ever consider the welding gas for being contaminated? Most probably not! But the fact is welding gas can also be contaminated with some unwanted gas generating substances. For this reason, the gas should be purchased from an authorized or reputed supplier who can certify its overall accuracy.
17. Moisture Absorption Of Electrode
Yes, you heard it correct! Most of the electrodes especially from that of SMAW & FCAW processes are attributed to this flaw. Learn more about common stick welding defects and how to fix them. In fact, the flux of submerged arc welding is another extreme moisture absorbing substance which should be stored according to the manufacturer’s recommendation as with the electrodes.
18. Defected Gas Solenoid
Regulated gas flow is crucial in preventing unfortunate gas turbulence to the weld pool. Otherwise, a defected gas solenoid may act as a silent source of porosity. In this case, a well-functioned gas solenoid is required to effectively carry out the task.
19. Presence Of Moisture
Last but not least, the welding metal may consist of water coming out from any sources just like in the form of morning dew. So, preheating might be performed in order to wipe out their existence.
Final Words
We believe this article has made you familiar with all the possible reasons for porosity in welding. Besides, you’ll be able to take the necessary steps to successfully prevent their existence and efficiently perform the welding task. Thanks for reading the whole post. Stay tuned with us for getting a diversified the range of welding related guides and articles like this. We appreciate your support.
References
For TIG-specific porosity causes and other defects, see our guide on common TIG welding defects.